Причвршћивачи припадају општим основним деловима, који се обично називају и "стандардни делови".За неке причвршћиваче високе чврстоће и прецизности, површинска обрада је чак важнија од термичке обраде.Све врсте причвршћивача који се користе у великом броју механичке опреме, скоро све је потребно саставити након површинске обраде, како би се постигла антикорозија, декорација, отпорност на хабање, смањио коефицијент трења и други ефекти, а неорганска површинска обрада електрогалванизација и топло цинковање је технологија катодне заштите.
Принцип електрогалванизације челичних причвршћивача је употреба електролизе, формирање равномерног, густог, добро комбинованог слоја таложења метала или легуре на површини радног предмета, формирање слоја превлаке на површини челика, како би се постићи заштиту челика од корозије процеса.Према томе, електрогалванизована превлака је усмерено кретање од позитивне електроде до негативне електроде помоћу струје.Зн2+ у електролиту ствара језгро, расте и депонује се на подлогу под дејством потенцијала да би се формирао поцинковани слој.У овом процесу нема процеса дифузије између цинка и гвожђа.Из микроскопског посматрања, то мора бити чисти слој цинка.У суштини, топло поцинковани слој легуре гвожђа и цинка и слој чистог цинка, а поцинковани само слој чистог слоја цинка, тако да се слој легуре гвожђа и цинка из превлаке углавном заснива на идентификацији методе премаза, погодног за поцинковани причвршћивачи, челична жица, челичне цеви и други производи.Металографска метода и КСРД метода се користе за детекцију премаза за разликовање електрогалванизације и топлог цинковања и за давање смерница за анализу квара.
Постоје две методе за идентификацију премаза за електрогалванизацију и топло цинковање.Једна је металографска метода: металографска метода није ограничена опсегом садржаја и величином узорка и погодна је за све производе за електрогалванизацију и топло цинковање.Друга је метода дифракције рендгенских зрака: применљива на пречнике више од 5 мм завртња и навртки у хексагоналној равни;Спољни пречник је већи од 8 мм челичне цеви површине радијанских производа, како би се осигурало да се узорак може направити у минималну величину равног узорка површине 5 мм × 5 мм и свих врста производа за премазивање.Може потврдити кристалну структуру слоја садржаја ≥5% фазе.Узорци са веома густим наслагама чистог цинка нису погодни за дифракцију Кс зрака.
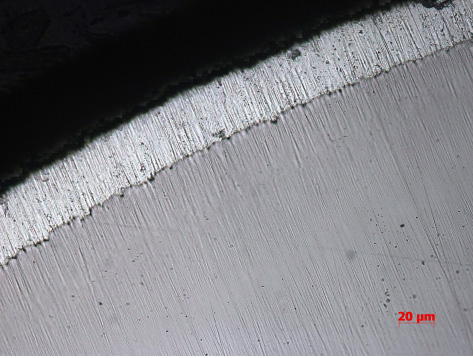
електрогалванизација

премази за топло цинковање
Време поста: 15.09.2022